全国服务热线
4000-168-503
全国服务热线
4000-168-503咨询电话:4000-168-503
咨询手机:134-1235-8413
Q Q: 3535153814
邮箱: 3535153814@qq.com
地址:东莞市松山湖园区四海南路松山湖段2号1栋101室
在线咨询
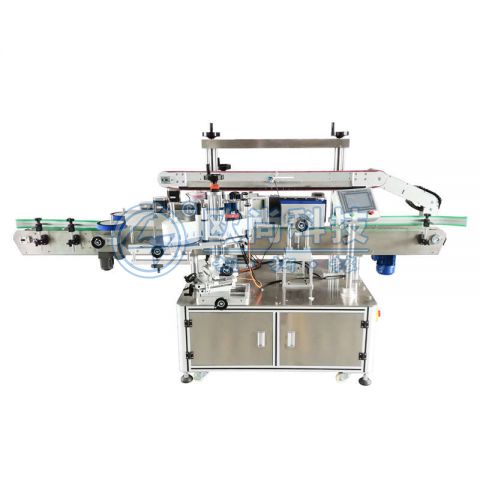
随着工业4.0理念的深入普及,立式灌装生产线的智能化水平正在发生质的飞跃。传统的半自动灌装设备逐渐被全伺服驱动、数据联网、远程运维的新型灌装产线所取代。在一条现代化立式灌装生产线中,各个执行单元——包括放膜机构、张力摆杆、拉膜轮、纵封辊、横封辊以及切刀装置——均由独立伺服电机控制,实现了电子凸轮同步。这种架构使得该灌装产线在高速运行时依然能够保持袋长一致性与封口强度的均匀性,最高速度可达每分钟120袋以上。
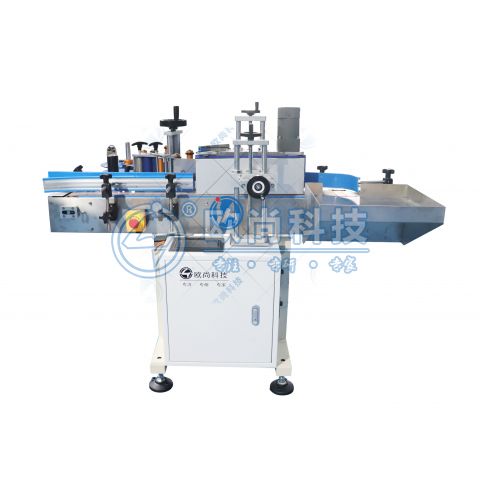
实现立式灌装生产线的高效运转,离不开科学的预防性维护体系。日常检查中,操作人员应重点关注热封机构的温度均匀性。如果横封辊表面出现粘料或划伤,会导致封口强度下降,进而造成漏气或破包。因此,每运行八小时后,需使用铜刷或特氟龙清洁布清理立式灌装生产线的封口模具。对于采用真空拉膜机构的机型,还要定期检查吸盘皮碗的磨损程度,磨损超过1.5毫米即应更换,否则会导致拉膜打滑,影响整条灌装产线的袋长控制精度。
故障诊断是立式灌装生产线运维的核心能力。常见故障包括:纵封褶皱、横封错位、切刀切到物料、灌装量超差等。当立式灌装生产线出现纵封褶皱时,首先应检查包装膜的走膜路径上是否存在偏转辊角度不当的问题,其次查看纵封硅胶垫是否老化变形。若该灌装产线出现间歇性灌装量偏大或偏小,通常是由于计量螺杆或活塞密封圈磨损造成,需拆解清洗并测量磨损量。建议为每条立式灌装生产线建立维护台账,记录每次更换易损件的日期、运行时长及故障现象,利用数据分析预测下一次失效时间。实践证明,实施预测性维护的灌装产线,非计划停机时间可减少50%以上。
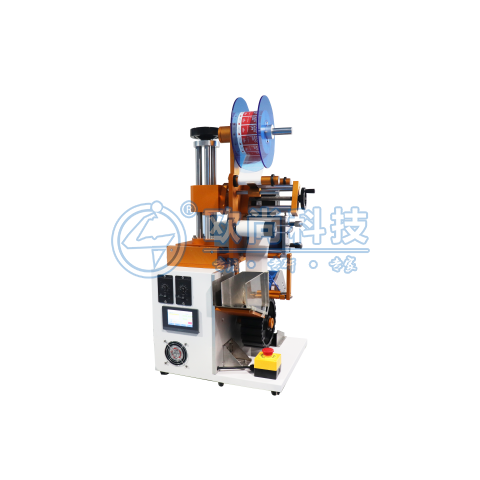
从人员培训角度出发,操作立式灌装生产线需要掌握三项基本技能:一是快速换型操作,包括更换成型器、调整横封高度和更换计量部件;二是参数优化,能够根据包装膜材质(如PET/AL/PE复合膜、纯PE膜、纸塑复合膜)设定合适的封口温度、压力和冷却时间;三是简单故障排除,比如清除光电眼积尘、调整色标追踪延时值、手动排除被卡住的膜料。熟练的操作员可以在三分钟内完成一条立式灌装生产线的穿膜作业,而新手可能需要二十分钟。因此,制定标准作业指导书并定期开展技能考核,是保障该灌装产线发挥设计产能的关键举措。
在数字化转型方面,先进的立式灌装生产线可以接入制造执行系统,实时上传产量、良品率、能耗及报警信息。管理者通过手机端或办公室电脑即可查看每条灌装产线的运行状态,并远程下发生产工单。当立式灌装生产线检测到重量超差连续出现三次时,系统会自动触发校秤程序,或通知上游供料设备调整给料速度。有些工厂甚至建立了中央监控室,通过大屏幕同时展示多条立式灌装生产线的视频流和数据流,调度员可以快速响应异常情况。展望未来,结合人工智能视觉检测,立式灌装生产线将能够自动识别袋面污渍、封口夹料和印刷缺陷,并将不合格品自动剔除且记录图像。这无疑将推动包装行业向着更透明、更可靠的方向发展。无论是新建包装车间还是旧线改造,投资于立式灌装生产线的智能运维能力,都能获得显著的投资回报。